ВЫСОКОТОЧНОЕ ЛИТЬЕ МЕТАЛЛОВ
Уникальная технология от отечественных конструкторов

О ПРОЕКТЕ
На данный момент в России спрос высокоточного литья металлов (особенно сталей) значительно превышает предложение. В связи с экономической ситуацией с санкциями, практически все производства в стране испытывают острейший дефицит продукции высокоточного литья металлов. Анализ рынка показал всего одну крупную организацию, которая принимает заказы, выполняет их за границей и ввозит продукцию в страну. Что очень долго, дорого, и не закрывает потребности рынка.
Импортные линии ВЛМ можно ввезти только методом параллельного импорта, что долго, дорого и не дает гарантий техподдержки производителя.





О ТЕХНОЛОГИИ В ДЕТАЛЯХ
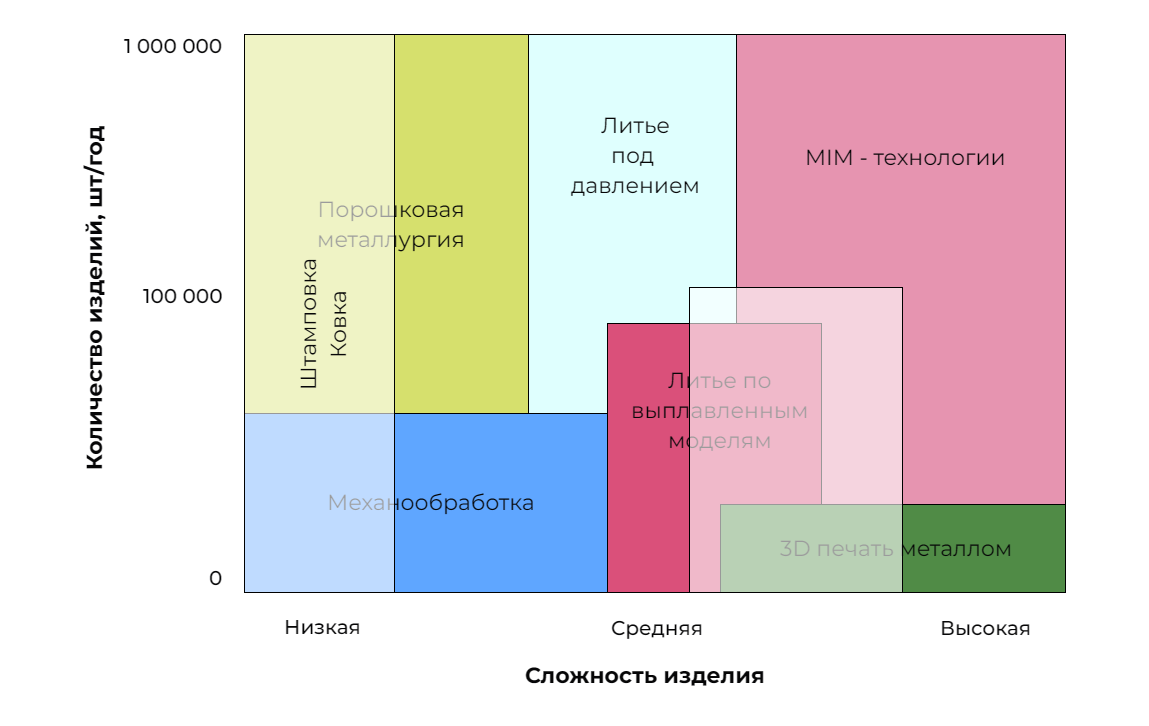
На представленной диаграмме показана область технологии VICC в координатах сложности изделия - количество выпускаемых изделий
Наиболее полно преимущества рассматриваемой технологии VICC в вакууме проявляется при изготовлении изделий из плохоформирующихся сталей, например лопатки и компрессионные колеса турбореактивных двигателей
Данные изделия при изготовлении механической обработкой имеют крайне низкий коэффициент использования материала (КИМ) 0,1–0,2, что в сочетании с высокой стоимостью высоколегированной стали создают значительные технологические преимущества у литейной технологии.
ОБЛАСТИ ПРИМЕНЕНИЯ ЛИТЕЙНОЙ МАШИНЫ
Отличительной особенностью технологии является тот факт, что точность полученных деталей сопоставима с точностью деталей, полученных методом селективного лазерного спекания.
При этом стоимость таких деталей значительно дешевле, а срок производства в десятки раз меньше, что позволяет говорить о массовых, регулярных поставках.
Протезирование
Медицина
Авиация
Ювелирные изделия
Производство
Снаряжение
Машиностроение
Инструменты
Это далеко не полный список сфер применения
Оставьте заявку, чтобы узнать о возможности изготовления нужных вам деталей
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Линии вакуумно-индукционной центробежной литейной машины
| Параметры | Значение | Примечание |
| Расплавляемые металлы | Сталь, платина, золото, серебро, медные сплавы и другие | Все металлы и их сплавы с температурой плавления до 1750°С |
| Вес отливки | До 1 кг (сталь) | |
| Защитная среда при литье металла | Вакуум | Продувочная среда: инертный газ аргон, гелий или азот |
| Способ нагрева металла | Индукционный. Токами высокой частоты | |
| Материал формы | Фосфатное связующее | |
| Размер формы | 180х130х130 мм | |
| Толщина стенок отливки | не менее 0.5 мм | |
| Точность размеров отливки | 11-13 квалитет точности | |
| Шероховатость поверхности отливки | Не хуже Ra 3,2 - Ra 2,5 мкм | |
ОХВАТ МЕТАЛЛОВ
С температурой плавления до +1750°С
Легкоплавкие
| Элемент или соединение | Температурный режим |
| Калий | + 63.6°С |
| Индий | + 156,6°С |
| Литий | + 180°С |
| Олово | + 232°С |
| Таллий | + 304°С |
| Кадмий | + 321°С |
| Свинец | + 327°С |
| Цинк | + 420°С |
Среднеплавкие
| Элемент или сплав | Температурный режим |
| Магний | + 650°С |
| Алюминий | + 660°С |
| Барий | + 727°С |
| Серебро | + 960°С |
| Золото | + 1063°С |
| Марганец | + 1246°С |
| Медь | + 1083°С |
| Никель | + 1455°С |
| Кобальт | + 1495°С |
| Железо | + 1539°С |
| Дюраль | + 1650°С |
| Латуни | + 950...1050°С |
| Чугун | + 1100...1500°С |
| Углеродистая сталь | + 1300...1500°С |
| Нихром | + 1400°С |
Тугоплавкие
| Наименование элемента | Температурный режим |
| Титан | + 1680°С |
| Платина | + 1769,3°С |
| Хром | + 1907°С |
| Цирконий | + 1855°С |
| Ванадий | + 1910°С |
| Иридий | + 2447°С |
| Молибден | + 2623°С |
| Тантал | + 3017°С |
| Вальфрам | + 3420°С |
Контакты
Офис работает пн-пт с 8 утра до 8 вечера

Адрес
г.Киров, ул.Лепсе, 27
Телефон
+7 (912) 734-54-44
6987000@mail.ru